

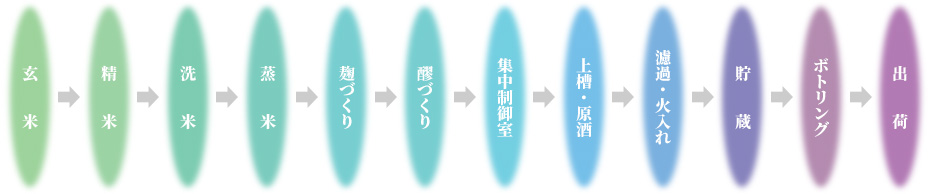

酒造りは、まず米の選定から始まります。小山本家酒造では、それぞれのお酒に合った最良の米を選び、玄米の状態で仕入れます。品質管理には非常に厳格な姿勢で臨みます。

仕入れた玄米を精米します。米の外側にはたんぱく質など、酒造りには雑味となる成分が含まれているため米を磨く必要があります。小山本家酒造では全自動精米機が16台稼働し、年間で約10万俵(600万kg)もの量を精米しています。米の形に沿って磨く原形精米を行うことで、不要な部分を綺麗に取り除いています。

精米された白米は洗米機で丁寧に洗われた後、浸漬タンクに送られ吸水調整を行います。浸漬する時間・水量は米の種類や仕込む酒によって異なるため、微妙な調整が必要となる重要な工程です。

洗米された米は蒸米機に送られ、約60分かけて蒸すことでふっくらとした蒸米が出来上がります。その後、蒸米を放冷機で広げてほぐしながら、仕込みに適した温度までコントロールしています。

放冷された蒸米に麹菌を万遍なく振りかけます。麹は米のでんぷんをブドウ糖に変える働きを持ち、酒造りに重要な役割を担っています。小山本家酒造では自動製麹機を使用しており、温度・湿度をコンピュータで制御することで、麹づくりに最適な環境を作っています。

仕込み水・酵母・麹・蒸し米をタンクで混ぜ合わせます。添・仲・留の3回に分けて少しずつ仕込む量を増やしていき、約20日かけて発酵を行います。仕込みタンクは2重構造のため、水温調整により醪の温度を細かく管理できるようになっています。出来上がったばかりの醪はアルコール度数が約20%と高い状態です。

小山本家酒造では、麹づくりや醪づくりなどの工程を、集中制御室でコンピュータ管理しています。作り手の技術や経験をデータ化し、蓄積していくことで安定した酒造りを行っています。

醪を搾り、原酒と酒粕に分ける工程です。醪を酒袋の中に入れて少しずつ圧をかけるため、1つのタンク分を搾るのに2日かかります。搾ったばかりの原酒は黄金色をしています。最初と最後に搾られる酒では圧のかかり方が異なるため、同じタンクでも味わいや香りに違いが出ます。

出来上がった原酒を濾過することによって、コクがあり、透明度の高い酒が出来上がります。出来上がった酒に殺菌を施し、品質を保つためのさまざまなブレンドを行います。

小山本家酒造では、様々な大きさのタンクを約170本所有しています。酒を一定期間貯蔵して、必要に応じて熟成を深めていきます。ブレンダーが調合や加水を行うことで商品の味が決まります。

酒は貯蔵タンクから直接瓶詰め・紙パック詰めのラインに送られます。殺菌のため一定時間高温を保持した商品は、品質の低下を防ぐため冷水による急冷を行い、高い品質を維持します。完全にオートメーション化されたラインで衛生的にボトリングを行います。

ボトリングラインで箱詰めされた商品は、製造日や種類ごとに自動倉庫に保管されます。注文に基づき、全国のお客様の元へと出荷されます。